Разбивка практического плаза.

При постройке судна любители нередко сталкиваются с подобным явлением, когда практическая шпация конструктивного корпуса не совпадает с теоретической, а таблица плазовых ординат оговаривает построение только теоретических линий. Это можно объяснить тем, что в стадии проектирования для удобства теоретический корпус разбивается на 10 или 20 теоретических шпаций, которые равны по величине, но при проработке общего расположения и конструкции корпуса расстояние между практическими шпангоутами делают неодинаковым и они занимают положение в корпусе, не совпадающее с теоретическим.
Таблица плазовых ординат составляется чаще всего по теоретическому чертежу, а следует принять во внимание, что при его разработке обычно используется масштаб не крупнее 1 : 10, при котором ошибка в 1 мм на чертеже дает отклонение в натуре 10 мм. Поэтому конструктор при разработке проекта чаще всего ограничивается координатой местоположения практического шпангоута, без уточнения его строительных размеров.
Как же изготовить практические шпангоуты? Не лишне напомнить, что разбивка и согласование натурного практического плаза обязательны. Точность построения практических шпангоутов обеспечит при постройке плавность изгиба продольных деталей набора и правильную форму обшивки без вмятин и резких перегибов, даст возможность изготовлять многие детали набора корпуса, (такие, как кноп, старн-кница, брештуки), с минимальной подгонкой по месту.



После разбивки и согласования плаза на бок и полушироту наносят по соответствующим ординатам вертикальные линии, определяющие положение практических шпангоутов по длине судна. В проекте, на теоретическом или конструктивном чертеже, оно задается ординатой, как правило — от ближайшего теоретического шпангоута. Если практический и теоретический шпангоуты совпадают, например шп. 3, 4, 5 в проекте «Морской еж», достаточно лишь сделать соответствующую отметку.
После этого можно приступать к изготовлению плаза практического корпуса, который определяет контур всех практических шпангоутов по внутренней поверхности обшивки. Подчеркнем: разбивается только практический корпус; он отличается от теоретического прежде всего тем, что на нем вычерчиваются только шпангоуты и переборки, которые существуют в натуре. Для удобства последующей сборки вычерчиваются не половины, а целые шпангоуты. Кроме — того, на каждом шпангоуте вычерчивается очертание всех составляющих его деталей: футоксов, флоров, книц, что позволит вырезать достаточно точные заготовки.
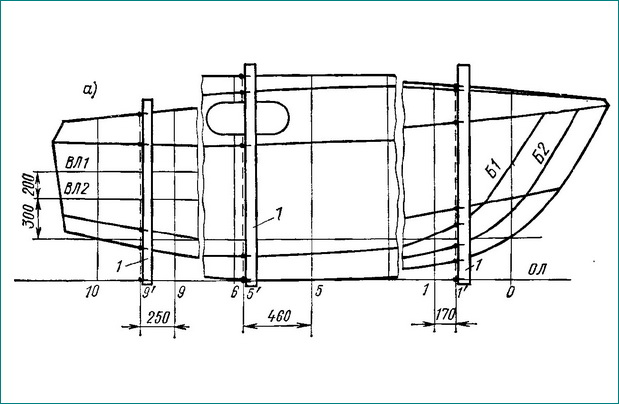
Изготовление плаза начинается с того, что на листе фанеры отбиваются линии ДП (диаметральная плоскость) и ОЛ (основная линия), а для круглошпангоутных судов еще и ватерлинии, батоксы и диагонали. С теоретических бока и полушироты переносятся опорные точка шпангоутов и по ним строится контур поперечного сечення. Рассмотрим это на примере построения шп. 5 «Морского ежа» и таранной переборки яхты «Калан».

В первом случае на линии ДП практического плаза следует отложить (с соответствующим обозначением) высоты киля, скулы, борта, слома палубы и палубы в ДП, снятые с проекции бок, и через эти точки провести линии, параллельные ОЛ. Затем на этих линиях в обе стороны от ДП надо отложить соответствующие строящимся точкам ординаты, снятые с проекции полушироты а полученные точки последовательно соединить между собой прямыми линиями.
Если футоксы строящегося шпангоута имеют погибь, как у шп. I на флортимберсах или у шп. 9′ на топтимберсах, то на проекциях бок и полуширота следует дополнительно построить батоксы для днищевых ветвей или ватерлиний для бортовых. Соответствующие теоретические линии надо отбить на плазе корпуса и на них строить точки, также снятые с проекции бок или полуширота, В таких случаях обвод шпангоута необходимо проводить не по линейке, а по гибкой рейке.

Можно обойтись и более простым, с точки зрения построения, но более трудоемким в постройке (при подгонке шпангоутов) методом. На этой ветви шпангоута, где должна быть погибь, припуск будущей заготовки отмечается по размеру наибольшей стрелки погиби соседних теоретических шпангоутов. Заготовка футокса берется с учетом этого размера. В дальнейшем на стапеле этот припуск сострагивается при проверке рейкой малки шпангоутов.
При постройке обвода переборки яхты «Калан» на практическом плазе отбиваются линии ДП, батоксов, ОЛ и ватерлиний. По ординате конструктивного чертежа на проекциях бок и полуширота теоретического плаза наносится линия, соответствующая положению переборки по длине яхты, затем с проекции бок на практический корпус переносятся высоты киля, батоксов и линии борта (ЛБ), которые откладываются на ДП.

Далее через эти точки проводятся горизонтальные линии и с проекции полуширота переносятся точки ватерлиний и ЛБ, которые откладываются по обе стороны от ДП. Точки пересечения горизонтальных линий, проведенных по отложенным на ДП высотам батоксов, и теоретические линии соответствующих батоксов также должны лежать на контуре переборки. Все отложенные точки соединяются плавной линией по гибкой рейке.
Если практический шпангоут совпадает с теоретическим, его можно переносить с теоретического плаза на практический, например, при помощи кальки. Если ветви шпангоутов прямые, можно перенести на кальку только опорные точки, однако линии ДП и ОЛ (для круглошпангоутных судов и другие линии теоретического чертежа) обязательны. Теоретические линии на кальке и практическом плаче следует совместить, точки шилом отложить на плаз. По обратной стороне кальки можно таким же образом отложить точки на другой борт.
Источник: «Катера и Яхты», №97.
Первый советский «однотонник». Выпускает промышленность.

Первая советская яхта, спроектированная с учетом международных правил обмера RORC, построена в 1968 г, на Таллинской экспериментальной верфи спортивнoгo судостроения. По своим xapaтеристикам это — типичный «однотонник» (так называют сейчас крейсерско — гоночные яхты с гоночным баллом RORC в 22 фута, участвующие в гонкax на Однотонный кубок). Напомним, что с водоизмещением яхт это название не связано, а знаменитый кубок назван так по гoночным яхтам, на которых в 1898 г. впервые он разыгрывался (тoгдa классы определялись по условному объему корпуса, примерно так, как определяется и сейчас регистровый тоннаж тopгoвыx судов).
Отметим, что, приступая к разработке ее проекта, конструкторы изучили все имеющиеся в специальной литературе материалы, но, тем неменее, многие проблемы пришлось решать заново в связи с полным отсутствием информации.
Обводы характерные для coвременных крейсерско — гоночных яхт, с плавниковым килем и отдельно расположенным рулем. Kоpмовая кромка киля имеет элерон, что позволяет придавать килю при лавировке несимметричную форму и, следовательно, увеличить силу coпротивления дрейфу, улучшить лавировочные качества судна.

Обводы по шпангоутам выбраны несколько более килеватыми, чем обычно на яхтах тaкoгo типа; благодаря этому уменьшилась площадь смоченной поверхности (примерно на 2 м2 меньше среднеrо значения для яхт рассматриваемого типа). Относительно небольшая максимальная ширина (на 0,2 — 0,3 м меньше обычнoгo) объясняется только техническими возможностями верфи строителя и, по видимому, в дальнейшем должна быть увеличена.
Гоночный балл яхты по формуле RORC 21,97 фута. Парусное вооружение типа бермудский шлюп с фактической максимальной площадью парусов 70 м2 . Обмерная парусность MSА при этом равна 53,55 м2 , в том числе гpот 26,35 и передний треугольник МА/\ 27,2 м2.

Основные данные, характеризующие распределение парусности и соотношения между обмерной парусностью и размерениями корпуса (смоченной поверхностью Q и водоизмещением D), вполне приемлемы: МА /\/MSA = 50,8%; MSA/Q = 2,52; \/ MSA / 3\/ D = 4,00.
В сильный ветер гpoт может быть зарифлен, а топовый генуэзский стаксель заменен обычным. Имеется комплект штормовых парусов. Фактические размеры парусов (м2 ) таковы: гpoт — 30,7; штормовой гpoт — 12,1; топовый генуэзский стаксель — 39,3; стаксель — 11,2; штормовой стаксель — 5,4; спинакер — 90. Лавировочные паруса пошиты из синтетической ткани весом порядка 300 г/м2, спинакер из синтетической ткани 65 г/м2.
Paнгoут яхты выполнен из елию. Мачта клееная, пустотелая, овальногo сечения с размерами 200 Х 160 мм, постоянными по всей длине, гик также имеет постоянное сечение (D = 140 мм) и также пустотелый. Для проводки парусов предусмотрены ликпазы. Мачта, проходящая через крышу рубки и опирающаяся на дeревянный степс, раскреплена двумя парами основных вант, одной парой топовых вант, проходящих через краспицы, и штагами.

Планировка палубы и ее оборудование рассчитаны на участие в гонкax. Так, для лучшего использования стакселя пoгoны стаксель — шкотов вынесены на ватервейс; предусмотрены специальные лебедки не только для стаксель -шкотов, но и для спинакер — брасов, гика — шкотов, оттяжки. Применено самое надежное и простое управление румпелем из кокпита, разделенного пополам усиленным бимсом для крепления гика — шкота. Яхта оборудована бортовыми леерами в соответствии с правилами гонoк по формуле RORC.
Рубка яхты удлиненная, нeвысокая; максимальная высота комингсов не превышает 250 мм. Внутpeннее расположение разработано исходя из условий размещения для непродолжительных переходов предycмoтpeннoгo правилами экипажа — минимум 8 человек. По длине яхта делится пятью переборками на отсеки. Форпик, попасть в который можно из носовой каюты через плотно закрывающийся люк, служит для хранения запасных тросов, парусов и т, п.

Имеется также возможность размещения в нем цепногo ящика. В носовой каюте расположены в два яруса четыре койки, при чем под нижними койками устроены рундуки. В образовавшемся между подмачтовыми переборками отсеке по левому борту выгорожен платяной шкаф, по правому — гальюн,
Средняя каюта рассчитана на ночлег двух человек на нижнем диване и третьего на спальном месте, которое образуется поднимающейся спинкой дивана. Планировка этой каюты несколько отличается от обычной. Так, входная дверь расположена не в ДП, а смещена примерно на полметра на левый борт.

Диван, расположенный только по правому борту, имеет П — образную форму (вдоль борта и переборок). Обеденный стол повторяет форму выреза и на ночь опускается на eгo уровень; благодаря этому ширина дивaнa увеличивается до 1,2 м. Вдоль борта устроены шкафчики и закреплен радиоприемник. По левому борту расположен буфет, нижняя выступающая часть котopoгo образует одновременно и буфетный стол со встроенной газовой плитой в специальном отсеке и мойкой.
Под съемными пайолами в трюме расположены две цистерны питьевой воды общей емкостью 150 л, соединенные между собой и с насосом в камбузе. Штурманский стол расположен по правому борту у трапа. Здесь же на переборке установлена вся электрическая аппаратура, налево от трапа — большой платяной шкаф. Из этого же отсека можно попасть в гробы. Моторно — аккумуляторный отсек под кокпитом отделен от других помещений плотными переборками

Под сиденьями в кокпите на обоих бортах выгорожены рундуки Для хранения инливидуальных спасательных средств. Кокпит самоотливной, обычной конструкции. Axтерпик используется как кладовая. Говоря о планировке помещений, следует подчеркнуть, что благодаря большой ширине и высоте корпуса она получилась, на наш взгляд, довольно удобной. Высота средней каюты около 2м, а площадь пола каюты, над которой в соответствии с правилам и постройки и классификации должна быть выдержана высота не менее 1,75 м, увеличена оговоренной правилами минимальной 1,3м2 до 3 м2 .

Конструкция корпуса разработана исходя из требований правил Классификации и обмера крейсерско — гоночных яхт на класс 8 CR. Корпус собран на поперечном наборе. Дyбовая закладка клееная, собранная на болтах из нержавеющей стали. Шпангоуты дубовые гнутыe; переборки вырезаны из специально изготовленных плит, покрытых фанерой из кpacнoгo дерева и отделаныx полизфирным лаком.

В районе степса мачты установлень, дополнительные шпангоуты. Нижние ветви шпанrоутов соединяются на стальных кованых флорах. Свинцовый фальшкиль весом 2800 кг крепится к килевой балке 12 болтами из нержавеющей стали. Подпалубный нaбор обычной схемы.
А. В. Тетсман.
Источник: «Катера и Яхты», №24.
Монтаж палубы и рубки судна.

Прежде чем приступать к достройке судна, следует расположить его корпус в нормальном положении — на ровном киле, выверив по шланговому уровню и отвесам. Перед тем как настилать палубу, нужно поставить весь дополнительный набор, указанный на чертежах и не вошедший в состав шпангоутных рамок Бимсы врезают концами в привальный брус и крепят шурупами, как пока зано на рис. 82. Устанавливают на место карленгсы — продольные рейки, которые служат опорами для стенок рубки и кокпита.
По возможности их не следует ослаблять врезкой полубимсов. В местах крепления уток, кнехтов, мачт и т. п. устанавливают подушки, скрепляя их с поперечным и продольным палубным набором. В носу концы привальных брусьев связывают толстым брештуком. В корме с помощью книц они скрепляются с транцем. Вырезы в палубе для люков оформляются брусьями, которые врезают в усиленные бимсы и крепят к ним на болтах и кницах. Верхние грани бимсов и карленгсов обрабатывают таким образом, чтобы настил палубы плотно к ним прилегал.
На каютном катере или на яхте до установки палубы рекомендуется также смонтировать наиболее громоздкое оборудование: койки, шкафы, и пр., так как позже эту работу выполнять будет неудобно. Чаще всего палубу настилают фанерой. Она получается легче дощатой, лучше обеспечивает водонепроницаемость, да и сделать ее проще. Листы настила склеивают заранее усовым соединением или на стыковых планках, вырезанных из такой же фанеры. Места склейки рекомендуется располагать ближе к бимсам и карленгсам или прямо на них.

Как правило, фанерный палубный настил перекрывает кромки бортовой обшивки, а его собственные кромки защищаются снаружи буртиками. К привальному брусу и карленгсам фанеру нужно крепить шурупами на водостойком клее, в крайнем случае прокладывая в соединении полоску бязи на густотертых белилах.
На более крупных судах часто на фанерный настил наклеивают тонкие (6—8 мм) планки из сосны или тика с небольшими зазорами между ними. Затем эти зазоры заполняют темной шпаклевкой, шлифуют и покрывают лаком. Получается имитация под классический дощатый настил, но не боящийся воздействия солнца и абсолютно водонепроницаемый. Фанера может быть покрыта сверху также парусиной или стеклопластиком.
Настил палубы может быть сделан и из сосновых досок, имеющих толщину на 15—20% меньше толщины наружной обшивки. На борт кладется широкая доска—ватервейс, обычно склеенная по длине из двух-трех частей и выпиленная по контуру борта. Ватервейс крепится на шурупах к бимсам, бортовой обшивке и привальному брусу.

Затем к кромке ватервейса прижимают доску настила. Ширина доски берется от 60 до 80 мм с тем расчетом, чтобы закрепить ее к ватервейсу гвоздями, забитыми через кромку (рис. 83). Узкие доски, кроме того, меньше коробятся при переменном воздействии солнца и воды. К бимсам доска настила пришивается также гвоздями через кромку. В носу концы досок 2 настила врезают в ватервейс / (рис. 84). Доски настила могут быть прикреплены к набору и обычным способом, как и наружная обшивка. Длину гвоздей и шурупов при этом берут не менее 2,5 толщин доски. Для настила отбирают прямослойные доски с минимальным количеством сучков.
Пазы между досками конопатят ватой или пенькой и заделывают снаружи эпоксидной шпаклевкой. Однако обеспечить надежную водонепроницаемость дощатого настила таким способом не всегда удается, и после двух-трех навигаций нередко палубу покрывают парусиной. Лучше сделать это припостройке судна, сразу же после монтажа кокпита и рубки.

Доски настила прострагивают, пропитывают олифой и выравнивают шпаклевкой. Тонкую парусину выкраивают по палубе, сшивая отдельные куски вместе. По бортам, у комингсов рубок и люков парусину выпускают на 20—25 мм для подгиба под буртики и штапики. На основе сурика или свинцовых белил и мела приготовляют жидкую шпаклевку (консистенции густотертой краски) и наносят ее тонким равномерным слоем на настил. Затем накладывают парусину, начиная с носовой части палубы, прижимают ее по диаметральной плоскости грузами и оттягивают к бортам, закрепляя мелкими латунными или оцинкованными гвоздями.
У рубок и люков парусину сначала прибивают к комингсам, а затем также оттягивают к бортам. Обтянутую и закрепленную парусину проторцовывают кистью до тех пор, пока она не пропитается шпаклевкой насквозь. После высыхания шпаклевки палубу окрашивают за два-три раза (последний раз — обязательно с добавкой 10—15% лака).

При выполнении этой работы нужно предусмотреть возможность замены парусины в дальнейшем без снятия рубок, люков и т. п. Штапики и буртики рекомендуется ставить на гвоздях с расплющенной головкой, ориентируя ее таким образом, чтобы она вошла в древесину вдоль слоев. На ватервейсе край парусины иногда закрепляют с помощью фальшборта (рис. 85), сам ватервейс лакируют.
Одним из важнейших узлов является соединение рубки с палубой. Оно должно быть прочным и не давать течи. В наиболее простых по исполнению узлах (рис. 86, а, б и в), к сожалению, довольно трудно обеспечить водонепроницаемость. Вода просачивается даже под штапики 4, по стыку между стенкой рубки 3 и карленгсом .
Конструкция на рис. 86, в, кроме того, может оказаться недостаточно прочной. Наиболее надежным и простым является соединение, изображенное на рис. 86, г. Стенка рубки хорошо связана с палубой через карленгс 6. Если вода проникнет под штапик, то дальше она просочится на палубу, а не в каюту.

Несколько сложнее узел, показанный на рис. 86, д, в котором комингс 3 рубки сопрягается с утолщенной доской 7 палубного настила, имеющей галтель. Вода, даже при крене судна, в стык между палубой и рубкой не попадает, а будет стекать по галтели на палубу. Дальнейшим усовершенствованием является соединение, представленное на рис. 86, е, с врезкой стенки рубки в палубную доску 7.
Требующийся наклон стенкам рубки задается заранее установленными в корпусе поперечными переборками и, в случае необходимости, дополнительным шаблоном в передней части рубки. Стенки могут быть заготовлены из фанеры толщиной 5—8 мм или из досок, склеенных по кромкам. Их ставят на место, прикрепляя к шаблонам временно, а к карленгсам и переборкам — постоянно на болтах (шурупах) и клею. К верхней кромке стенок рубки прикрепляют продольные бруски — шельфы, которые служат опорами для концов бимсов.
Гнутые (или гнутоклееные) бимсы могут иметь различную погибь: обычно к носу погибь увеличивается. При установке на место концы бимсов врезают в шельфы в виде «ласточкина хвоста» (см. рис. 82). Возможные варианты выполнения стыка крыши и стенок рубки показаны на рис. 87.

Вариант «а» пригоден для рубок с острыми углами граней соединяемых поверхностей и для последующего покрытия крыши парусиной, которая загибается под буртик 4. Вариантом «б» предусматривается защита кромок фанеры полосой 7 (она может быть металлической или дубовой). Варианты «в»—«д» применимы для рубок с закругленными углами поверхностей в соединении. На рис. 87, е показано крепление концов бимса к шельфу 5 с помощью брусков 8.
Аналогичные соединения могут быть применены и для лобовой стенки, но, как правило, угол наклона ее больше, чем у боковых стенок. Иногда крышу немного выпускают вперед в виде козырька (рис. 88, а), но подобное исполнение, как и обтекаемые формы рубок, противоречит современным канонам технической эстетики. Соединение, приведенное на рис. 88, б, удобно при криволинейной или стреловидной лобовой стенке рубки. Бимс 1 имеет обычную конструкцию, а брусу 5 придаются необходимые скругление и очертания в плане. Лобовую стенку надежно прикрепляют к палубе с помощью малкованного бруса, в ДП устанавливают прочную стойку или кницу 6.

На рис. 89 показано несколько способов заделки стекол. На рис. 89, а стекло 2 крепится при помощи деревянной накладки 3, установленной на мастике 4 в верхнем 5 (или в нижнем / — рис. 89, б, в) комингсе. Противоположная кромка стекла удерживается в пазах и уплотняется также мастикой. Если комингс рубки фанерный (см. рис. 89, б), паз выбирается в закрепленном с внутренней стороны бруске (накладке) 3 и стекло устанавливается в этом пазе опять-таки на мастике. Верхнюю кромку стекла можно прикрепить шурупами непосредственно к комингсу 5 на мастичной прокладке.
На рис. 89, в показан способ закрепления стекла с помощью деревянной полосы 3. Полоса крепится шурупами, а стекло уплотняется мастикой 4. На металлической рубке или комингсах из тонкой фанеры стекла можно закрепить при помощи автомобильного резинового профиля 6 (рис. 89, г).


Сделать неводотечными сдвижные стекла (рис. 89, е) удается при помощи следующих приспособлений. К комингсу /с внутренней стороны крепится полка 9, а к ней шурупами — полоса 12, по которой передвигается ползун 8, укрепленный на сдвижном стекле 2.
Для двойных стекол (рис. 89, д) нужно установить у полки металлические или платмассовые направляющие 8, но в этом случае герметичность практически не достигается. Скапливающуюся в направляющих воду отводят через просверленные отверстия в желобок 10. Лобовые стекла, для лучшей вентиляции каюты на ходу, рекомендуется делать открывающимися.
Перед монтажом крыши рубки, желательно положить на бимсы лист декоративного пластика: он впоследствии заменит окраску. Лист пластика кладут на бимсы сверху лицевой стороной вниз, а затем уже на него настилают крышу. При небольшой погиби крышу делают из фанеры, в других случаях — из узких реек, подобно палубному настилу. Сверху для лучшей водонепроницаемости крыша может быть покрыта парусиной на краске или оклеена точчой стеклотканью на эпоксидной смоле Работы на палубе заканчиваются монтажом люков и выгородки для подвесного мотора.

На крыше рубки рекомендуется сделать сдвижной люк (рис. 90), особенно если пайол в кокпите выше, чем в каюте. Вырез для люка окаймляется карленгсами 9 (снизу, под крышей) и направляющими 6, длина которых вдвое больше длины люка к верхней кромке направляющих крепится дюралевая или латунная полоса 5, по которой скользит рельс 4, прикрепляемый к крышке люка 2. Обвязка крышки люка 3 собирается в шип и обшивается фанерой, рейками (лучше на шпонках) или opганическим стеклом.
Люк в настиле палубы должен быть прежде всего герметичным. Для этого крышка люка 3 (рис. 91, а) оклеивается по контуру уплотнительной резиной 2 и снабжается эксцентриковыми или винтовыми задрайками, которые плотно прижимают ее к комингсу 4. Обвязка крышки люка по высоте должна быть на 2 — З мм меньше, чем высота комингса, в противном случае она будет упираться в настил палубы, не соприкасаясь с комингсом через резиновую прокладку.
Практичен также люк с двойным комингсом (рис. 91, б). Он не потечет, если даже палубу захлестнет волна, и не нуждается в задрайках. Вода, проникнув за первый, наружный комингс 7, не пройдет через второй, а стечет по желобку 6 через отверстия в задней стороне люка. В пространство между комингсами также попадают капли, через стык между петлями.

Латунный угольник 5 надежно защищает люк от попадания воды при крене. Подмоторная ниша должна исключать попадание воды в корпус судна через транец, высота которого ограничена размером дейдвудной трубы подвесного мотора. Размеры ниши должны быть достаточными для беспрепятственного откидывания и поворота мотора.
Иногда ниша используется для размещения топливных бачков. В этом случае ее дно должно отстоять от верхней кромки транца не менее чем на 200 мм. Переднюю стенку ниши лучше заранее закрепить на предпоследнем шпангоуте вместе с рейкой—опорой ее дна. Такая же рейка должна быть на транце При сборке корпуса достаточно будет вставить продольные стенки, прикрепив их к палубе и к днищу, и подогнать дно при фанерной конструкции ниши полезно все углы в ней оклеить полосками стеклоткани на эпоксидной смоле.

В транце, выше днища ниши, делаются два отверстия — шпигаты для слива попавшей в нишу воды. Вырез кокпита по всему периметру окаймляется тонким комингсом, обычно из ценной породы древесины, отделанной под лак, реже из водостойкой фанеры Комингс может быть закрыт также мягкой обивкой из павинола, а бортовые ниши — зашиты листами декоративной фанеры (рис. 92).
Источник: Д. А. Курбатов. «15 проектов судов для любительской постройки».
Сборка корпуса судна на стапеле.

Одным из важнейших моментов при строительстве судна, является сборка корпуса судна на стапеле. От точности и качества выполнения этих работ зависят все будущие качества судна. Для сборки корпуса нужно иметь точный «адрес» всех изготовленных деталей, инструменты для проверки и строго фиксированную базу, от которой можно отсчитывать все раз меры с точностью до миллиметра Судостроители применяют простые, но достаточно надежные проверочные средства: отвес — для контроля вертикальности, шланговый уровень или ватерпас — для контроля горизонтальности, метр или рулетку.
Собирать корпус в зависимости от его конструкции можно разными способами: на лекалах или шпангоутных рамах, в нормальном положении или вверх килем. Познакомимся с общей последовательностью сборки кругло — скулого корпуса, такого, например, как «Тюлень» или «Белуха», с гнутыми шпангоутами и обшивкой из досок.
Базой для общей сборки и проверки положения корпуса служит стапель. В самом общем виде (рис. 61) это жесткий продольный брус 8 с прямой и строго горизонтальной плоскостью, с которой должна совпадать основная плоскость теоретического чертежа. К брусу крепятся две вертикальные стойки 4, соединяемые верхним стапельным брусом.

На стапеле отбивают по туго натянутой струне 3 линию диаметральной плоскости, а затем размечают положение шпангоутов — все в строгом соответствии с теоретическим чертежом. На стойках наносят положение контрольных ватерлиний.
На стапельном брусе закладывают киль 6 с форштевнем 9 и транцем 5 и размечают места установки шпангоутов, на которых закрепляют лекала 7 при помощи распорок 2. Закладка образует продольный килевой контур судна. Если теперь на нее поставить лекала всех теоретических шпангоутов, то получится как бы скелетная модель судна, но без ватерлиний и батоксов; эти линии при постройке судна не воспроизводятся, но их можно провести на поверхности обшивки.
Наружный контур лекала должен быть смещен внутрь относительно обвода теоретического шпангоута на толщину обшивки, а его конструкция — быть достаточно прочной и жесткой, чтобы по нему можно было изгибать рейки или доски обшивки (особенно если оно будет использовано для постройки ряда однотипных судов).

Контур лекала судостроители получают очень просто. Например, выкладывают на плазе гвоздики шляпками по обводу шпангоута (половину шляпки, прилегающую к плазу, надо предварительно сточить), а сверху кладут доску — заготовку лекала и прижимают ее к полу (рис. 62). Полученные на заготовке оттиски шляпок соединяют по рейке плавной кривой.
Обрезают лекало по этой кривой и проверяют его еще раз по плазу. Одновременно на лекало на плазе переносят и положение всех необходимых для его установки контрольных отметок. Это отметка 2 линии ДП (рис. 63), контрольные риски линии борта 6 и ватерлинии 7. Если судно собирается в положении вверх килем, на плазовом чертеже на проекции «Корпус» должна быть пробита параллельная основной плоскости шергень-линия, которая является как бы основанием для установки лекал на стапеле.
В этом случае к каждому лекалу прибивается шергень-планка 5, тщательно простроганная кромка которой при сборке лекала совмещается с шергень-линией на плазовом чертеже.

Лекало ставят на уже закрепленную на стапеле 9 закладку 10 точно по отметкам шпангоутов. Напомним, что носовые от миделя лекала ставят так, чтобы их толщина располагалась в нос от теоретических линий шпангоутов, а кормовые лекала — толщиной в корму. Это делается для того, чтобы впоследствии с кромок лекал можно было бы снять скос — малку— для плотного прилегания досок обшивки, не нарушая заданных плазом очертаний шпангоута. Каждое лекало крепится распорками / к верхнему брусу 3 стапеля 9.
Линия ДП на лекале должна быть совмещена с линией ДП на стапеле или на киле закладки. Вертикальность лекал контролируется при помощи отвеса 4, кроме того, шланговым уровнем 11 проверяется горизонтальность положения прочерченных на нем контрольных ватерлиний или шергень -линий.
Когда все лекала поставлены и закреплены, по верхней кромке шергень -планок в ДП натягивают стальную струну; естественно, риски ДП на всех лекалах должны лежать точно под этой струной. Нужно еще убедиться в том, что плоскости лекал строго параллельны. Для этого берут длинную рейку (на всю длину судна) и огибают ею лекала одного борта на уровне палубы от форштевня до транца.

Отмечают карандашом положение передних граней всех лекал, а затем ту же рейку прикладывают на той же высоте с противоположного борта. Если карандашные риски на рейке и передние грани лекал при этом не совпадают, лекала требуется выровнять.
Только теперь строитель ощущает настоящие размеры и видит обводы будущего судна; перед ним уже не плоский лист чертежа или плаз, а выставленный набор лекал, задающий пространственную форму корпуса. Можно оценить и качество проделанной работы. Любая погрешность обнаруживается при помощи той — же упругой рейки: приложенная вдоль корпуса на любой высоте, она должна плотно прилегать сразу ко всем лекалам.
Обычно четыре-пять таких реек (их называют рыбинами) временно крепят с обоих бортов к лекалам и к форштевню; по ним снимают малку с лекал, подготовляя таким образом каркас для крепления обшивки (рис. 64—66).

По выставленным и проверенным лекалам набирают дощатую или реечную обшивку. В полученную скорлупу корпуса через каждые 150—360 мм вставляют шпангоуты (в зависимости от размеров судна), которыми связываются отдельные поясья обшивки в единую оболочку. Места их установки размечают на киле и на бортах внутри корпуса.
Когда все шпангоуты выставлены на место, лекала вынимают из корпуса (они могут быть использованы для постройки последующих однотипных лодок) и заменяют их распорками между бортами Окончательную жесткость верхним кромкам бортов придают внутренние привальные брусья, которые ставят на верхние концы шпангоутов и надежно скрепляют с ними.
Если судно имеет палубу, те же привальные брусья служат опорами для бимсов палубного настила; у открытого судна борт заканчивается планширем. Установкой переборок и фундамента под двигатель заканчивается постройка собственно корпуса.
При сборке корпуса вверх килем (этот способ чаще всего применяется при постройке остроскулых судов с фанерной обшивкой) крепление лекал к стапелю осуществляется проще — без верхнего бруса и раскосов. Лекалами для остроскулого корпуса служат предварительно собранные в рамки шпангоуты. По горизонту стапель выверяется не только в продольном направлении, но и в поперечном, так чтобы ДП шпангоутов была перпендикулярна основной плоскости. Бортовые ветви каждого шпангоута соединяют шергень-планками.

Верхняя отфугованная кромка всех шергень -планок находится от основной плоскости на одном и том же уровне, который выбирают так, чтобы удобно было крепить детали набора на стапеле. Бортовые ветви шпангоутов при этом часто приходится делать длиннее, чем высота борта. По окончании сборки их подпиливают точно по линии борта и освобождают корпус от стапеля.
Если судно имеет палубу, удобно шпангоуты ставить на стапель не на шергень — планках, а на стойках (см. рис. 209). Однако и в этом случае на шпангоуты следует нанести горизонтальную линию (это может быть одна из ватерлиний) для контроля их при установке на стапель.
На стапель ставят сначала средний шпангоут (мидель-шпангоут) и тщательно выверяют его положение в вертикальной плоскости отвесом. Перпендикулярность относительно ДП, обозначенной стальной струной, натянутой на стапеле, можно проверить, замерив рейкой расстояние от какой-либо точки на этой струне до точки пересечения шергень-линии с внешней кромкой шпангоута на одном и на другом борту.
При правильной установке шпангоута оба расстояния должны быть одинаковыми. Затем в нос и в корму ставят остальные шпангоуты. Так же как и при постройке круглоскулых судов, нужно с помощью реек-рыбин проверить плавность обводов.
Когда шпангоуты закреплены и проверены, на них размечают положение скуловых и днищевых стрингеров, привальных брусьев и киля. Заготовленные рейки продольного набора временно пришивают гвоздями на своих местах, причерчивают к шпангоутам, на которых затем надпиливают ножовкой и аккуратно выбирают стамеской гнезда. Лучше гнезда делать по ширине несколько меньше, так чтобы рейка входила в них с натягом.

Для удобства работы киль, форштевень и кормовую кницу собирают в одну закладку. Киль крепят к каждому шпангоуту на клею и шурупах; конец форштевня прикрепляют к стапелю. Иногда киль и скуловые стрингеры крепят к шпангоутам на болтах с помощью металлических угольников (рис. 67). Подтянув струбцинами киль к шпангоутам, прикладывают к месту соединения угольник, через отверстия в нем просверливают шпангоут, ставят и затягивают болты.
Затем через отверстия в другой полке угольника просверливают отверстия в киле, разделывают снаружи эти отверстия под головки болтов, забивают болты снаружи и затягивают гайки. Так же поступают и со скуловыми стрингерами.
Когда рейки продольного набора поставлены, рубанком снимают малку — сострагивают выступающие кромки шпангоутов до плотного прилегания обшивки к набору. Для контроля прикладывают под разными углами к набору широкую полосу фанеры длиной 1,5 м, которая должна плотно прилегать к шпангоутам по всей их толщине.
Грань шпангоута, совпадающую с теоретической линией, строгать нельзя — это может изменить обводы корпуса и образовать на нем провал. Меньше всего приходится малковать шпангоуты в средней части, больше — в носу и в корме. В оконечностях делают малку также на киле, форштевне, а иногда даже и на кнопе.
Кницы и флоры рекомендуется не доводить до кромки шпангоутов на 4—5 мм, чтобы при снятии малки избежать их расщепления. Все головки шурупов, заклепок и болтов, которые ставятся со стороны набора, прилегающей к обшивке, должны быть достаточно утоплены в древесину, чтобы не мешать снятию малки.
Источник: Д. А. Курбатов. «15 проектов судов для любительской постройки.»
Изготовление деталей и сборка узлов корпуса судна на стапеле.

Постройка большинства самодельных любительских судов начинается со сборки шпангоутных рамок. Сборка эта может быть выполнена в нескольких вариантах (рис. 51). Для простой плоскодонной гребной лодки днищевые 3 и бортовые 2 (топтимберсы) части шпангоута соединяют внахлестку с помощью сквозных гвоздей-заклепок или винтов (рис. 51, а). При необходимости получить шпангоут повышенной прочности соединение усиливают кницами 4 из фанеры или из досок такой же толщины, что и шпангоут (рис. 51, б). Кница позволяет применять большее число заклепок и разносить их по большей площади.
На быстроходных моторных лодках и катерах с килеватым днищем конструкция шпангоутной рамки более сложная (рис. 51, в). Кницы 4 ставят на клею на скуле и бимсах с обеих сторон. Днищевые ветви 3 шпангоутов (флортимберсы) соединяют накладным флором 5. В соединениях могут быть применены как сквозные заклепки, так и короткие гвозди при условии, что обеспечивается хорошая спрессовка склеиваемых деталей. Шпангоутные рамки для катеров собирают на фанерных накладных флорах 7 с заполнителем между ними 6 (рис. 51, г). Такие же заполнители 8 ставят и между скуловыми кницами.

Для деталей шпангоутов применяют мелкослойные сосновые рейки (реже дубовые). Часто днищевые ветви выклеивают из пакета реек и покрывают их фанерой с обеих сторон. Это самая прочная и легкая конструкция, рекомендуемая для быстроходных катеров. Катера, имеющие круглоскулые обводы, могут быть построены с натесным и шпангоутами , собираемыми из нескольких частей, или гнутыми . Части натесного шпангоута выпиливают на ленточной пиле или вытесывают топором из досок; соединяют их простейшим замком вполдерева на накладках или оклеивают фанерой целиком весь шпангоут с обеих сторон.
Гнутые шпангоуты заготовляют из дубовых или ясеневых реек, как правило, тангенциальной распиловки (так, чтобы годовые слои шли параллельно наружной обшивке). В этом случае шпангоут после распаривания получает достаточную эластичность, легко изгибается по обшивке и не раскалывается при клепке.

Бимсы большой погиби, например на крыше рубки, рекомендуется выклеивать из пакета тонких реек по шаблону (рис. 52). Спрессовывают рейки с помощью струбцин или гвоздей, подкладывая под шляпки последних кусочки фанеры, чтобы потом легче было удалять гвозди и не повреждать бимс. Наибольшее сечение бимса делается посередине его пролета, к концам высота сечения может быть уменьшена.
Рамк у (или обвязку) транц а изготовляют из таких же реек, что и шпангоуты. На моторной лодке транец, который должен воспринимать упор гребного винта и вес подвесного мотора, делается из фанеры в полторадва раза большей толщины, чем обшивка. Верхняя кромка подкрепляется широкой толстой доской, скрепленной с бортами или по крайней мере с продольными стенками подмоторнои ниши.

При отсутствии толстой фанеры транец можно выполнить из двух более тонких листов с набором, расположенным между ними. Размечая транец, необходимо учесть, что он устанавливается наклонно, поэтому все размеры по высоте нужно снимать с проекции «Бок» теоретического чертежа. Вырезы для киля, привальных брусьев и стрингеров делают только в рейках обвязки транца, обшивка же его должна закрыть торцы всех деталей продольного набора.
С килем и другим набором транец надежно соединяется с помощью деревянных, фанерных или металлических книц (рис. 53, 54). Форштевен ь при постройке лодки, так же как и шпангоуты, должен быть вычерчен в натуральную величину. Полезно при этом вычертить и «Полушироту» носовой оконечности до первого теоретического шпангоута.

Тогда на каждой ватерлинии можно будет построить сечение форштевня, что значительно упростит его обработку (см. рис. 281). При разметке поперечных сечений форштевня должны соблюдаться следующие основные условия:
а) для надежного закрепления обшивки ширина шпунта b (рис. 55, а) должна быть не менее трех толщин обшивки, если она сделана из досок, и не менее пяти толщин — при фанерной обшивке;

б) толщина перемычки t должна быть более 2,5 толщин дощатой или шести толщин фанерной обшивки. Место перехода форштевня в киль выполняют составным, гнутоклееным или вырезают из толстой фанеры. Для составных форштевней предпочтительны дубовые доски и брусья, так как они лучше держат шурупы и не растрескиваются при их завинчивании.
Количество соединяемых деталей и их размеры подбирают так, чтобы не было большого перетеса (перерезания) волокон под углом, а замки соединений имели достаточную длину — для трех — четырех болтов. Все замки и детали предварительно размечают на плазе, а затем переносят на заготовки.

От точности подгонки сопрягаемых частей зависит не только прочность форштевня, но и его водонепроницаемость. С целью ее обеспечения, в замках часто прокладывают тонкий материал (миткаль), пропитанный суриком или густотертыми белилами, а также ставят специальные клиновые пробки-стопватеры, или коксы (когда части уже собраны на болтах). Пробки-стопватеры не дают пробиваться воде по стыку и, кроме того, создают хороший натяг всему соединению (рис. 56).
На простых лодках — прямоштевниках (например, на «Скифе», катере-дощанике) форштевень может быть сделан из бруса трапециевидного сечения. После крепления обшивки, ее выступающие вперед концы отпиливают и торцы закрывают накладкой-водорезом (см. рис. 55, б). Развитием такой конструкции является округлый форштевень — «фальшивый нос», который применен, например, на моторной лодке «Суперальга». В этих конструкциях форштевень соединяется с килем посредством кнопа (см. рис. 56, а).

Замки в составном форштевне делают так, чтобы торец киля был закрыт форштевнем или зубом кнопа. Соединение желательно выполнять на клею. Болты располагают с внешней стороны в диаметральной плоскости, а на выходе — внутри корпуса в шахматном порядке. Для этого производится наклонная сверловка отверстий длинными спиральными сверлами (применение пёрок и буравов не допускается, так как они уводят отверстия в сторону).
Наружные гайки на форштевне и киле должны быть глубоко утоплены, а отверстия заделаны деревянными пробками. Для небольших моторных лодок болты можно заменить шурупами подходящей длины.

Ламинированный форштевень склеивается из реек толщиной 5—8 мм, насколько позволяет минимальный радиус изгиба (см. стр. 35). Ширину реек нужно брать с запасом 4—5 мм на последующую обработку — при запрессовке пакета трудно добиться, чтобы одна-две рейки по ширине не выступали из пакета. В склеенном штевне выбирают шпунт или его грани сострагивают для плотного прилегания обшивки.
С килем гнутоклееный форштевень соединяется также на клею посредством усового соединения. Длина уса выбирается равной примерно четырем-пяти толщинам киля, а стык рекомендуется делать в том месте, где киль по касательной переходит в форштевень (см. рис. 56, в). Ус форштевня располагается по ходу судна в корму срезом вниз. На небольших лодках форштевень и киль можно выклеить в виде одной детали.

Шпунт в форштевне заранее обычно не выбирается в чистый размер. Угол между гранями форштевня, к которым крепится обшивка, делается более тупым, с таким расчетом, чтобы его можно было точно подогнать при стапельной сборке корпуса.
Форштевень может быть выпилен и склеен из двух слоев толстой водостойкой фанеры (рис. 57). Между слоями фанеры можно вклеить доску. Фанерованный натесной форштевень нарезается на киль 2 и скрепляется с ним болтами. Шпангоут / присоединяется к форштевню в месте крепления его к килю 2. Брештуки 4 и 5 для крепления скулового стрингера и привального бруса врезаются в форштевень.

Киль как продольная связь для плоскодонного судна изготовляется из высокосортного прямослойного бруса. Малковку нижней поверхности киля делают при сборке набора на стапеле. Ширину шпунта берут равной 2—2,5 толщинам днищевой обшивки.
Для изготовления киля лучше всего подходит древесина твердых пород: дуб, ясень, лиственница. В случае использования сосны, киль лучше выклеивать из нескольких досок по толщине или покрывать с внутренней стороны слоем водостойкой фанеры. Такой киль получается очень прочным и не трескается при самых тяжелых ударах о волну.

Киль должен иметь толщину не менее толщины днищевой обшивки (если она из досок), а по ширине быть таким, чтобы шпунт его обеспечивал надежное крепление обшивки. Для упрощения работы можно собрать киль из двух брусков — наружного (киля) и внутреннего (резен-киля) (рис. 58).
Скуловые брусья (стрингеры) на остроскулых катерах можно заготовить из реек, предусматривая их расположение в корпусе по одному из показанных на рис. 59 способов. Конструкция «а» проще в заготовке и подгонке к набору, но при значительном изгибе скулы в двух направлениях брус оказывается трудно подтянуть к шпангоутам.

В этих случаях стрингер лучше выклеить из двух реек (на стапеле по выставленным шпангоутам) либо сделать в его носовой части, где изгиб особенно велик, продольный пропил, который после изгиба на стапеле и крепления к шпангоутам необходимо смазать клеем и спрессовать с помощью струбцин. В конструкции «б» рейку стрингера легче изогнуть в вертикальной плоскости, для крепления обшивки днища и борта имеются грани одинаковой ширины, но врезать стрингер в шпангоуты труднее.
Стрингеры со шпунтом (рис. 59, в) в любительском судостроении применяют редко, из-за трудоемкости выборки шпунта. При очертаниях палубы в носу, близких к окружности или к овалу, внутренний привальный брус приходится выклеивать из нескольких тонких реек или вырезать из толстой фанеры (рис 60). С прямолинейной частью бруса фанера крепится на клею, к форштевню — с помощью металлических угольников или брусочков. Примерные сечения деталей набора катеров и моторных лодок приведены в табл. 8.
Источник: Д. А. Курбатов. «15 проектов судов для любительской постройки.»
Постройка деревянных судов. Рабочее место, приспособления и инструмент.

В зимнее время постройка лодки возможна только в сухом, отапливаемом помещении. Это может быть широкий коридор, подвальное помещение и даже комната. Важно, чтобы здесь разместились лодка (хотя бы наискосок) и верстак и еще осталось бы свободное место для прохода. Достаточным бывает помещение на 1 м длиннее и на 2 м шире строящегося судна. Если большого теплого помещения нет, то за зиму можно заготовить все детали набора, собрать узлы шпангоутов, транец и форштевень, с тем чтобы летом заложить судно на стапеле в сарае или под навесом. В крайнем случае можно строить и на открытом воздухе, закрывая корпус брезентом.
Как уже упоминалось, при постройке нужен верстак (для изготовления деталей), который можно собрать из двухдюймовых досок. Желательно сделать верстак такой же длины, как и строящееся судно, или, при меньшем его размере, расположить его так, чтобы на нем можно было обрабатывать длинные брусья, если подставить под их свисающие концы козелки.

Хороший верстак должен быть оборудован упорами, клиновыми зажимами и деревянными тисками (рис. 26), позволяющими обрабатывать деталь в любом положении. Вместо тисков можно использовать струбцины и цвинки — зажимы с клиньями. Подобные же приспособления необходимы и при сборке корпуса, в том числе и клещи (рис. 27). Клещи собирают из двух длинных брусков / с помощью болта 2. Усилие создается за счет клина 3, а чтобы концы клещей не изнашивались и не сминали деталей, их обивают кусочками кожи 4. Клещи хороши, например, для сборки наборной обшивки 5, когда требуется большой вылет струбцины.
При сборке и склейке многих деталей можно обойтись цвинками 7, вырезанными из толстой бакелизированной фанеры. Детали, например привальный брус 8, к обшивке 6 прижимают с помощью клина 3. Особое значение имеют струбцины (рис. 28), и чем большим их количеством располагает судостроитель, тем быстрее пойдет работа, поэтому необходимо заранее запастись ими или изготовить самодельные. Залог успеха всей работы — хороший и правильно заточенный инструмент.

Нужно располагать хотя бы минимальным набором: лучковой и поперечной пилой (желательно с мелкими зубьями), шерхебелем (рубанок с закругленным лезвием резца), рубанком, фуганком, набором стамесок и долот, коловоротом с перками и дрелью, сверлами, молотком, клещами, кусачками и плоскогубцами, отвертками, рашпилем и напильниками. При работе с долотом и стамеской нужно пользоваться деревянным молотком — киянкой. Необходим также инструмент для разметки и проверки деталей: метр, плотницкий угольник, отвес, рейсмус, ватерпас.
Подбирая рубанок или фуганок, надо проверить положение резца в колодке и его заточку. Резец устанавливается в колодке под определенным углом — углом резания (рис. 29). При угле резания, близком к 38°, рубанок хорош для строгания и торцевания, очень легко отворачивает стружку, но дает задиры и шероховатую поверхность. При угле около 52° инструмент дает гладкую поверхность, но строгать им гораздо тяжелее. Если увеличить угол резания до 80—85°, то такой рубанок может употребляться лишь для снятия тончайшей стружки — при зачистке уже остроганной поверхности.

В одинарных рубанках резец ставят передней гранью к плоскости строгания под углом 45—48°, в рубанке с двойным резцом — под углом 52°. Заточить же резец нужно примерно под углом 30°, проверяя этот угол по соотношению ширины затачиваемой фаски и толщины резца. Если ширина фаски в 1,5 раза больше толщины резца, то угол заточки равен примерно 34°. Ширина фаски, равная трем толщинам резца, соответствует углу заточки примерно в 18°.
Делать угол заточки больше 34о нельзя, так как резец будет скользить по поверхности, не срезая стружки; при угле заточки менее 18° резец очень быстро тупится. Такой резец если и годится, то лишь для строгания самой мягкой, прямослойной, лишенной сучьев сухой древесины. Фаска должна быть совершенно плоской, а само лезвие — прямолинейным. Только уголки лезвия закругляют, и они постепенно отходят от обрабатываемой поверхности плавным загибом. Без такого закругления углы оставляют на обрабатываемой поверхности рубцы.

Полезно сделать приспособление для заточки резца на точиле (рис. 30). В деревянном рычаге 2 делается прорезь с наклоном под углом 34°. В этой прорези клином 4 закрепляется резец 3. Если удерживать рычаг горизонтально при помощи упора 1, резец будет располагаться под углом 34° к точильному камню, т. е. под тем углом, под которым должна быть заточена фаска. Заточенный на точиле инструмент правят на плоском мелкозернистом точильном камне — бруске.
Перед правкой грубые заусенцы удаляют, втыкая лезвие в торец мягкой, но плотной древесины. На сухом бруске точить и править инструмент нельзя, так как лезвие может отпуститься и будет плохо работать. Брусок смачивают водой, реже маслом или керосином. Есть два способа правки резца на бруске. При первом способе (рис. 31) инструмент кладут фаской на брусок и сильно прижимают левой рукой. Затем резец равномерно двигают взад и вперед вдоль бруска резкими толчками. При этом стараются сохранить угол заточки и не закруглить фаску.

При втором способе резец правят непрерывными круговыми движениями по поверхности камня, плотно прижимая лезвие. При этом резец держат так, чтобы лезвие не врезалось в поверхность камня. Такое положение инструмента при правке придает ему большую устойчивость, и качнуть резец здесь не так легко, как при движении поперек фаски (при первом способе) Заусенцы во всех случаях снимают прикладывая инструмент другой стороной лезвия к поверхности бруска и делая несколько кругообразных движений. Окончательно лезвие нужно править на самом мелкозернистом бруске — оселке.
Лезвие любого режущего инструмента оказывается более стойким, если после каждой новой заточки сострогать им хотя бы несколько стружек. Если же между заточкой инструмента и его работой пройдет несколько часов, лезвие окажется менее стойким, быстрее затупится.
Стамески для долбления затачивают под углом 30° (длина фаски — 2 толщины стамески), для строгания — под углом 20—25° (длина фаски — 2—2,5 толщины стамески); для резания, например, фанеры стамеска затачивается на 15° (длина фаски — 3,5 толщины). Точат стамески так же, как и резцы (рис. 32). Топор затачивается как показано на рисунке.

Долото затачивают очень отлого, градусов на 15 (фаска — 3—4 толщины), чтобы оно легко входило в древесину и не сминало волокон. На грубой работе тонкое лезвие может сломаться. Поэтому, заточив фаску на точиле, конец долота (не больше чем на 3 мм) затачивают на 25—30°.
Пила (ножовка) также один из инструментов, нуждающихся в периодической заточке. Но перед точкой необходимо ее зубья выровнять до одинаковой высоты. Сделать это можно с помощью плоского напильника, поместив его в простую колодку (рис. 33) из деревянных брусков.
Опилив выступающие зубья, пропиливают впадины между ними и придают им одинаковую форму. Затем зажимают пилу в тисках и разводят зубья в стороны так, чтобы пропил получился в 1,5—3 раза шире толщины полотна пилы. Чем мягче древесина, тем развод делается шире, и наоборот. Чтобы развод был одинаковым, пилу протаскивают зубьями между губками тисков, раздвинутыми на ширину развода.

Точат зубья обычно трехгранным напильником. Пилы с тонким полотном (не толще 1 мм), а также пилы, предназначенные только для долевой распиловки древесины, точат так, чтобы торцевые режущие кромки зубьев у них были расположены под прямым углом к плоскости полотна пилы. При этом напильник держат перпендикулярно полотну и с одинаковым нажимом двигают его вперед — назад, стараясь спилить зубья до одинаковой глубины, для чего проводят напильником по всем зубьям одинаковое число раз, делая совершенно одинаковые размахи (рис. 34).
При заточке зубьев поперечной пилы напильник ведут примерно под углом 60—70о к полотну. Сначала опиливают зубья, отведенные в одну сторону полотна (через один зуб), например помеченные четными цифрами (рис. 35, б). Затем, повернув полотно другой стороной, затачивают все отведенные в другую сторону зубья (рис. 35, б — обозначены нечетными цифрами). Напильником пилят так, чтобы он надвигался на зуб. Если он будет сбегать с зуба в обратном направлении, на зубьях будут образовываться заусенцы, и пила будет плохо работать. Чтобы напильник лучше снимал металл, следует натереть его древесным углем.

Нужно постараться раздобыть на время постройки какой-либо механизированный инструмент, например электродрель, электроотвертку, электрорубанок, наждачный камень. Хорошим помощником может стать и самодельная «шведская» ленточная пила (рис. 36). На ней можно выпиливать бруски, детали из фанеры (в том числе — с криволинейными кромками). В качестве полотна используется кусок ленточной пилы, который можно достать в любой столярной мастерской. Работают на этой пиле, нажимая ногой на педаль.
При сборке корпуса необходим шланговый уровень, который можно изготовить из двух стеклянных трубок диаметром 8—12 мм и длиной по 200—300 мм, соединив их резиновой трубкой длиной 4—6 м. В трубку заливается вода, подкрашенная синькой или марганцовкой.
Рейсмус (рис. 37, а), применяющийся для причерчивания обшивки, можно изготовить из обрезков / и 3 10-миллиметровой фанеры, склеенных через брусок 2. В верхней планке делают прорезь для карандаша 5. Прорезь стягивают винтом 4. Затягивая гайку винта, карандаш можно зафиксировать в нужном положении и причертить линию, например, для шурупов на скуловом стрингере (рис. 37, б).

Для работ по установке оборудования внутри корпуса полезно использовать также простое приспособление для причерчивания, состоящее из бруска / с закрепленным на нем карандашом 2 (рис. 38).
Источник: Д. А. Курбатов. «15 проектов судов для любительской постройки.».
Проектирование яхт для любительской постройки. Разработка обводов яхты. Часть 5.
")
Послеe oпpeдeлeния глaвных paзмepeний яхты можно пpeдстaвить фоpмy ee кopпyca, вычepтив тeopeтичeский чepтeж. Пpeждe вceгo пpeдстоит peшить очeнь вaжный вonpoc: кaкой тип обводов пpинять — плоскодонный, килеватый с острой скулой или округлый?
Eстeствeнно, что для yмeньшeния зaтpaт тpудa и мaтepиaлов обводы и конструкция, яхты должны быть возможно пpощe. Любители peдко стpоят яхты окpyглыx обводов. Cpeди любитeлeй нaиболee пoпyляpны остpocкyлыe яхты с килeвaтым днищeм. Яхтa с тaкими обводaми пo ходовым кaчeствaм знaчитeльно лучшe плоскодонной и пpи xopoшeм пpoeктe пpaктичeски нe устyпaeт oкpyглой; в постpойкe онa нeсколько сложнee пepвой, но 6eзycлoвнo пpoщe втоpой.
Ecли обводы oкpyглoй яхты зaдaются сложной ceткой вaтepлиний, шпaнгoyтoв и бaтоксов, воспpоизвeдeниe котоpых нa импpовизиpовaнном любитeльском плaзe отнимaeт мнoгo тpудa и вpeмeни, то повepхность кopпyca типa шapпи достaточно точно oпpeдeляeтся линиями киля, cкyлы и пepeceчeниeм боpтa с пaлyбой. Пpи постpойкe oкpyглoгo кopпyca пpиxoдится зaтpaчивaть мaтepиaл нa изготовление лeкaл и их устaновку нa стaпeлe; лeкaлaми для сборки остpocкyлыx кopпycoв cлужaт их конструктивныe шпaнгoуты.
Гнутые шпангоуты округлого корпуса делают из твердых пород древесины, тогда как остроскулый корпус может быть построен почти целиком из сосны или ели.
Шарпи с поднятой из воды скулой и заостренными шпангоутами у форштевня – идеальная форма корпуса для любительской яхты. Подветренная скула при крене погружается глубже в воду, отчего повышается давление воды на скулу и яхта круче «вырезается» па ветер. Шарпи имеет большую начальную остойчивость благодаря увеличенной ширине по скуле, а в том случае, если его борта имеют хороший развал, то и повышенную остойчивость на больших углах крена.
Paзpaбaтывaть тeopeтичeский чepтeж нaчинaют с paзбивки сeтки основных линий нa вceх тpex пpoекциях: кopпyce, бокe и пoлyшиpотe. Пepвой линиeй нa боковой пpoeкции должнa быть килeвaя линия. Eсли обвод киля обpaзyeтcя свободным изгибом доски нa плaсть, eгo пpоводят пo peйкe, отложив нa мидeлe ocaдку кopпyca бeз плaвникa, т. e. мaксимaльную стpeлку пoгиби киля. Для швepтботa это будeт ocaдкa бeз швepтa. Для килeвой яхты мaксимaльную вeличинy стpeлки пoгиби киля peкoмeндyeтcя пpинимaть cлeдующeй:

Cлeдyeт отмeтить, что вoобщe этa вeличинa зaвисит от водоизмeщeния, ceчeния киля и cпocобa гибки пocлeднeгo. Paзличaют двe основныe paзновидности очepтaний носовой оконeчности подводной чaсти яхт шapпи (pис. 8). Тип Б — фopштeвeнь стaвят нa плоский учaсток днищa в носу пpи нeзнaчитeльном подъeме киля у cкyлы. Подобнoe обpaзовaниe можно увидeть y яхт «3вeздного» клacca. Tип A — co знaчитeльным подъемом скулы y фopштeвня и сильно подpeзaнным носом.
Подъем скулы позволяет заострить шпангоуты носовой оконечности в подводной части, а подрез штевня — увеличит развал надводного борта. Первый тип проще в постройке, но второй дает преимущество при ходе на волнении, уменьшая удары волны о днище. Развал борта, кроме того, обеспечивает лучшую всхожесть на волну.
Обвод форштевня диктуется эстетическими соображениями и его конструкцией. Швертботы обычно имеют отвесный или слегка наклонный штевень. Килевые яхты, которым приходится плавать на взволнованном море, имеют значительный наклон штевня. В целом удовлетворения требованиям правил классификации носовой свес иногда достигает 40 – 50% длины яхты по палубе, в то время как для обеспечения мореходности вполне достаточно 30 – 35%.
В корме киль должен выходить из воды, обеспечивая плавное обтекание корпуса баз срыва вихрей у транца. Транец может быть отвесным или наклонным (рис. 9). Отвесный транец получил распространение на яхтах с опускным килем, так как он весьма удобен для навешивания руля и подвесного мотора. Транец с наклоном верхней части в корму хорош при высокой корме: он предохраняет перо руля от повреждений при навалах и несколько улучшает поведение яхты при ходе на волне. Транец с наклоном в нос появился (в результате введения обмерных формул) для уменьшения гоночной длины яхты; на яхтах любительской постройки применяется только в декоративных целях.

Вельботная и крейсерская формы кормы редко применяются на малых яхтах, так как усложняют постройку и ухудшают дифферентовку, но они хороши на прибойной волне, которая образуется у входа в гавань или на барах в устьях рек.
Положeниe и плoщaдь килей, плaвников, швepтов зaвисят от плoщaди пapycнocти и положeния ee цeнтpa. Плoщaдь швepтa для швepтботa должнa быть нe мeнee 1/ 20 плoщaди пapусности. Haиболее пpaктичны мeтaлличeскиe швepты ceктopнoгo или L — обpaзнoгo типa, котopыe peжe гнутся при пocaдкe нa мeль.
Aэpодинaмичeскoe кaчeство мeчeвидных швepтов вышe, однaко они чaсто гнутся и зaклинивaются в колoдцe. Xодовыe кaчecтвa яхты нa лaвиpовкe в знaчитeльно большeй cтeпeни зaвисят от удлинeния и пpoфиля киля, чeм от обводов подвoднoй чaсти кopпyca. Для создaния достaточнoгo oпpотивлeния дpeйфy вaжнa нe общaя плoщaдь пpoeкции ДП, a тa чaсть ee, помeщeннaя в килe, плaвникe и рулe, котopaя нaиболee эффeктивно paботaeт в кaчeствe cвoeобpaзнoгo кpылa.
Bысокoe aэpодинaмичeскoe кaчeство киля достигaeтся пpи отнoшeнии длины киля к eгo шиpинe окoлo eдиницы. Kонфигypaция киля должна быть тaкoй, чтобы цeнтp дaвлeния нa нeгo воды нaxодился возможно ближe к вaтepлинии. Oт положeния цeнтpa дaвлeния зaвисит вeличинa плeчa кpeнящeгo момeнтa силыl coпpотивлeния дpeйфy и дaвлeния вeтpa нa пapyca. B этом смыслe выгоднa тpaпeциeвиднaя фоpмa киля с большим основaниeм у вaтepлинии.
Cопpотивлeниe килей и плaвников окaзывaeтся минимaльным пpи толщинe их попepeчного ceчeния 12-13 % шиpины и пpoфилe ceчeния, нaпоминaющeм ceчeниe симмeтpичнoгo кpылa. Oднaко aвиaционныe пpoфили дaют почти вдвoe большую подеeмную силу пpи нeзнaчитeльном yвeличeнии индуктивнoгo coпpотивлeния. Поэтому, чтобы получить нeсиммeтpичный пpoфиль киля, eгo инoгдa выполняют отдeльно от пepa руля, a кормовую кромку дeлaют повopoтной (нaпoдобиe элepoнa у кpылa caмoлeтa). Это позволяeт yмeньшить плoщaдь киля до минимумa. При обычном yстpoйcтвe киля можно получить эффeкт нecиммeтpичнoгo пpoфиля, пoлoжив нa кypce бейдевинд руль нa подвeтep около 50.
Oсновныe костpyктивныe типы килeй пpeдстaвлeны нa pиc. 10. Tип 1 — бpусковый Kиль — нaимeнee эффeктивeн; площaдь боковой пpoeкции, ДП должнa быть достaточно большой, что yвeличивaeт водоизмeщeниe и смочeнную повepхность. Tип 2 — обecпeчивaeт большyю быстроходность, но peдко пpимeняeтся любителями из — зa сложности изготовления поясьeв обшивки в paйонe шпyнтoвoгo пояca (гapбордa). Tип 3 — плaвниковый киль — нaиболee пpoст в изготовлении. Tип 4 — бyльбкиль – можeт быть литым или cвapнoй констpyкции. Hижe будeт paccмoтpeнa констpyкция этих типов килей, что пoзвoлит oцeнить возможность изготовлeния киля тoго или инoгo типa.

Oдновpeмeнно с вы6opом типa киля oпpeдeляют cпocоб нaвeшивaния pyля. Рyли нaиболее pacпpостpaнeнных типов покaзaны нa pис. 9. Плoщaдь пepa pyля должнa быть paвнa 8,5 — 12,5 % площaди диaмeтpaльнoй плоcкоcти. Для яхт с длинной килевой линией и большой площадью ДП принимается меньшее значение, чем для яхт с рулем, стоящим отдельно от киля.
Отдельный от киля руль peкомeндyeтcя ycтaнaвливaть зa плaвником, площaдь котopoгo должнa быть около половины площaди pyля. Oтнoшeниe длины к шиpинe тaкoгo pyля жeлaтeльно нe дeлaть мeнee 1,5, тaк кaк пpи отклонeнии нa 20 — 15° npoиcxoдит сpыв виxpeй с pyля, сoпpовождaющийся пaдeниeм подъeмнoй cилы и потepeй yпpaвляeмocти яхты. Плaвник yвeличивaeт кpитичecкий yгoл aтaки и, кpомe тoгo, цeнтp дaвлeния воды нa руль пepeмeщaeтся ближe к бaллepy.
Tenepь пoлучeны вce дaнныe для тoгo, чтобы нaчepтить обвод ДП нa боковой пpoeкции. Пpи pacположeнии yзких килeй cлeдyeт cоблюдaть ocобyю остоpожность, тaк кaк иx положeниe пo длинe зaвиcит от положeния цeнтpa пapycности и цeнтpa тяжecти яхты. Поэтому жeлaтeльно cоcтaвить пpeдвapитeльный чepтeж пapycности, пo которому можно зapaнee oпpeдeлить положeниe ee цeнтpa.
Линия боpтa нa боку oпpeдeляeтсяI высотой нaдводнoгo боpтa и ceдловaтостью пaлy6ы. Hopмaльнaя ceдловaтость пaлyбы имeeт вoгнутостb; минимaльнaя высотa нaдводнoгo боpтa pacпoлoжeнa нa 1/3 длины яхты от тpaнцa, высотa боpтa в носy — yвeличeнa нa двe мepы ceдловaтоcти, a в кopмe — нa однy мepy. Пaлyбa бeз ceдловaтости выполняeтся в видe npямой линии с нaклoном в коpмy.
И, нaкoнeц, можeт быть пpинятa ceдловaтость с о6paщeнной ввepx выпуклостью линии боpтa и нaи6oльшeй высотой боpтa в носовой тpeти длины яхты. Пpи достaточной высотe нaдводнoгo боpтa пpoфиль и вeличинa ceдловaтоcти влияют глaвным обpaзом нa внeшний вид суднa и высоту внyтpeнних помeщeний, о чeм и cлeдyeт помнить пpи иx вы6ope.
Teпepь можно пpистyпить к вычepчивaнию xapaктepных линий кopnyca нa пoлyшиpотe. Для oкpyглыx обводов это бкдут линии пaлy6ы и вaтepлиния, для остpocкyлыx — линия пaлy6ы и cкyлa. Kоэффициeнт пoлноты вaтepлинии яхт обычно нaxoдится в пpeдeлax 0,65 — 0,75, a цeнтp ee плoщaди смeщaeтся нeскoлько в коpмy от мидeль — шпaнгoутa.
Это cмeщeниe, тaк жe кaк и смeщeниe цeнтpa вeличины, для швepтбoтoв обычно большe, чeм для килeвых яхт, тaк кaк пepвыe болee чувствитeльны к вecy людeй, нaходящиxся в кокпитe. Hocoвaя вeтвь KBЛ должнa быть дocтaтoчнo зaoстpeнa (20 — 28° нa боpт); в этом cлучae носовыe шпaнгoуты пoлучaютcя остpыми, что дaeт пpeимyщeство пpи лaвиpовкe нa вoлнeнии.

Шиpинa пo cкyлe зaвисит от paзвaлa боpтов нa мидeлe. Для обeспeчeния xopoшeй остойчивости нa больших yглax кpeнa достaточeн paзвaл 10 — 13°. Ha пpoeкции бокa линия cкyлы должнa пoгpyжaться под воду нa мидeлe и нe слишком круто поднимaться к кopмe. B носy пpинимaeтся один из укaзaнных нa pиc. 8 cпocобов пpитыкaния днищa к фopштeвню. Для облeгчeния поcтpoйки cлeдyeт избeгaть peзкиx изгибoв скyлы в paзныx плоскостях.
Пpoeктиpyя линию пaлyбы, нeобxoдимо позaбoтиться о xopoшeм paзвaлe носовых шпaнгoутoв, от чeгo в большoй cтeпeни зaвиcит всхожeсть cуднa нa вoлнy. Швepтбот бeз подpeзa килeвoй линии в носу и с пpямым штeвнeм нe можeт имeть большогo paзвaлa носовых шпaнгoутoв, инaчe возникнyт осложнeния пpи подгoнкe досок обшивки к штeвню.
Обвод мидeля кpyглocкулой яхты можeт быть двух типов (см. pис. 10). Kaк ужe отмeчaлось, тип 3 болee пpост в пocтpoйкe и пo ходкости нe yстyпaeт втоpомy типy. Ha кpyпныx яхтaх обвод мидeль — шпaнгoyтa в нaдводной чaсти выполняeтся с нeбольшим зaвaлом внутрь. Ha мaлeнькой яхтe лучшe дeлaть боpт в нижнeй чaсти отвeсным или cлeгкa нaклонным нapyжy.
Шпaнгоуты оконeчностeй почти вceгдa лучшe дeлaть V- обpaзными, чeм U-обpaзними. Послeдниe подвepгaются сильным удapaм нa вoлнe и пpи них ухудшaeтся ходкость яхты (кoгдa вoлнa замывает свeсы и пpoисходит peзкoe yвeличeниe смочeнной повepхности). Kоpмовыe шпaнгоуты нe должны быть слишком шиpокими, чтобы яхтa пpи кpeнe нe диффepeнтовaлaсь нa нос.
Bce большee pacпpocтpaнeниe для поcтpoйки кopпycoв любитeльcкиx судов пoлучaeт водостойкaя фaнepa, свойствa котоpой нeобxoдимо учитывaть пpи пocтpoeнии обводов. Дeлo в том, что фaнepa пpaктичeски нe имeeт свойств плaстичности поэтому нeвозможно изготовить достaточно большиe листы обшивки с двойной кpивизной, кaк это дeлaют пpи изготовлeнии мeтaлличeских судов. 0бводы фaнepной яхты должны быть тaкими, чтобы лист обшивки свободно подтягивaлся к шпaнгоутaм, a это знaчит, что боpтa и днищe должны пpeдстaвлять собой повepxнocти, paзвepтывaющиecя нa плоскость.
Из гeомeтpии извeстно, что нa плоскость можно paзвepнyть повepхность, обpaзyющиe коьоpой пpeдстaвляют собой пpямыe линии. Taкими повepxностями являются конyс и цилиндр. Kоничeскaя повepхность зaдaeтся нa чepтeжe положeниeм вepшины, из котоpой лучaми pacxодятся обpaзующие, и конфигypaциeй нaпpaвляющeй. Цилиндричeскaя повepхность хapaктepизyeтcя пoложeниeм обpaзующeй и фоpмой нaпpaвляющeй линий. Bce обpaзующиe цилиндрической повepхности должны быть пapaллeльны мeжду cобой.
Пpи пpоeктиpовaнии мeлких судов нaпpaвляющeй являeтся скуловaя линия, котоpaя и вычepчивaeтся в соотвeтствии с дaнными вышe peкомeндaциями нa пpоeкциях бокa и полушиpоты. Ha полушиpотe зaдaeтся линия шпунтa, a нa боку – линия пepeсeчeния пaлyбы и боpтa. Пpи постpоeнии пoвepхности днищa нa боку oпpeдeляeтся линия шпунтa, a пpи постpоeнии повepхности боpтa нa полушиpотe нaходится линия пaлyбы.


Из комбинации цилиндрических поверхностей могут проектироваться обводы пpocтeйших яхт и швepтботoв «дори». Цилиндрические поверхности дают мало вариаций обводов, тaк кaк yглы обpaзующих с плоскостями пpоeкций постоянны. B пpocтeйшeм видe можно получить цилиндрические обводы днищa и бортов, сдeлaв соотвeтствующe вeтви шпaнгоутов пapaллeльными мeждy cобой нa пpoeкции кopпyc,- см. нaпpимep, коpмовыe шпaнгоуты боpтa и днища яхты — компpомисс нa pис. 2. B этом cлyчae шпaнгoуты будут состоять из отpeзков пpямых линий, a изгиб листa обшивки будeт пpоисходить в плоскости, пepпeндикуляpнoй обpaзуюим.
Kоническиe повepхности дaют большe вapиaций обводов блaгодapя тому, что yгол обpaзующих c плоскостями пpоeкций пepeмeнный и зaвисит от положeния вepшины. Пo коничeским повepxностям с однoй вepшинoй удобно пpоeктиpовaть яхты с одинaковым xapaктepом очepтaний ноca и
коpмы. Обводы тpaнцeвых яхт обычно пpoeктирyются пo нeскольким сопpяжeнным коничeским или пo сопpяжeннoй коничeскoй и цилиндрической повepхностям. Kоничeскиe обводы пpимeяются для боpтов и днищa носовой оконeчности, гдe тpe6yeтcя обeспeчить подъeм скулы и paзвaл нaдводнoгo боpтa. B коpмовой оконeчности линии скулы и бaтоксов имeют болee плaвный подъeм и поэтому здeсь удобнee пpимeнять цилиндрические обводы. Постpоeниe обводов фaнepных яхт пpоизводится мeтодом, с сущностью котopoгo лучше вceгo ознaкомиться нa конкpeтном пpимepe.
Постpоeниe тeоpeтичeского чepтeжa фaнepнoй яхты длинной 5,8 м cлeдyeт нaчaть с пpoвeдeния нa пpoeкциях бокa линий KBЛ и скулы, нa полушиpотe — линий шпунтa и ДП (pис. 11). Линия скулы, являющаяся нaпpaвляющeй для пocтpоeния повepxнocтeй днища и боpтa, вычepчивaeтся нa обeиx проекцияx. Taк кaк oчepтaния килeвoй линии в большой стeпeни oпpeдeляют xapaктep яхты, пpeдвapитeльнo нaмeтим эту линию и линию шпунтa нa боку. Teпepь нeобxoдимо подобpaть тaкую коничecкую повepxнocть, чтобы пpоeкция линии шпунтa нa боку возможно точнee совпaлa с жeлaeмoй.
Поскольку выбpaны обводы днищa co знaчитeльным подъeмом скулы у фopштeвня, то их можно paзвepнуть пo двум coпpягaющимся коничeским повepхностям. Bepшинa одной из них, охвaтывaющeй кopпyc от шп. 2 до aхтepштeвня, pacполaгaeтся нa (0,3 — 0,4) Lmax в корму от мидeля, нa paсстоянии 3 — 5 шиpин пo cкулe от ДП и нa высотe 0,1 — 0,25L нaд скулой. Tочнoe положeниe вepшины oпpeдeляется подбоpом в нeсколько пocлeдовaтeльных пpиeмoв.
Проекции b и b’ вepшин A и A’ лeжaт нa одном пepпeндикуляpe к ДП. Пpоводя чepeз вepшину лучи, пepeceкaющиe линию скулы, нaходят повepxность днищa, a точки пepeсeчeнияI этих лучей с плоскостями бaтоксов, вaтepлиний и шпунтa будут точкaми соотвeтcтвyющих линий тeopeтичeскoгo чepтeжa. Haпpимep, луч ad пepeceкaeт плоскости бaтoкcoв и шпунтa в точкax, пpоeкции котоpых нa полyшиpoтe будут a‘, b‘, c‘, d‘. Ha боку пpоeкции этих точeк нaходят нa пepeceчeнии пepпeндикуляров к основной b‘b, e‘e, d‘d с пpоeкциeй лучa.
Подобным жe обpaзом пepeceчeниe лучa с плоскостью вaтeрлинии нa боку пpoeктиpyeтся нa полyшиpоту (точки e и e‘). Cдeлaв тaкиe пoстpoeния для pядa лучей, получают cepию точeк, пpинaдлeжaщих тeopeтичeским линиям, что позволяeт пpовeсти нa боку линии бaтoкcoв и шпyнтa, a нa полушиpoтe — вaтepлинии.
При выбранном положении вершины А обводы бaтoкcoв и киля получaт очeнь крутой вход в воду, что можeт окaзaться нeжeлaтeльным кaк с точки зpeния обecпeчeния мopeходных кaчeств, тaк и пo эстeтичecким сообpaжeниям; поэтому в носу пpимeняeтся повepхность с новым положeниeм вepшины AI. Условиe сопpяжeния двух коничeских повepxнocтeй будeт выполнeно, eсли однa обpaзующaя пpинaдлeжит обeим повepхностям, a нaпpaвляющая, т. e. скулa, имeeт плaвный изгиб. Положение вepшины нaходят нa пpоeкциях кpaйнeгo лучa Af, точкa f котopoгo является пocлeднeй точкой, cовпaдaющeй с нaмeчeннoй линией шпyнтa нa боку.
Постpoeниe тeopeтичeскoгo чepтeжa из paзвepтывaeмых повepxнocтeй тpe6yeт oпытa, пpaктичeских нaвыков и cпocобности aнaлизиpовaть измeнeниe обводов яхты пpи измeнeнии положeния вepшин обpaзующиx обводы конусов. Kooрдинaты пocлeдних могyт быть зaдaны вeсьмa пpиближeнно, поскольку они зaвисят от paзмepeний и xapaктepa обводов яхты. Чeм вышe подъeм скулы в носу, тeм нижe pacполaгaeтся вepшинa. Пpи длинном коpмовом свece вepшинa pacполaгaeтся ближe к мидeлю.
Если после построения килевой линии окажется нeобxoдимым поднять ee к KBЛ, cлeдyeт отодвинуть вepшину в плaнe от ДП, остaвив нeизмeннoй ee высоту нaд KBЛ. Пpи этом шпaнгоуты носовой оконeчности получат большee зaостpeниe y киля. Eсли жe нeобxoдимо поднять килeвую линию в cpeднeй чaсти, a шпaнгоутaм нoca дaть большee yглy6лeниe, увeличивaeтся высотa вepшины нaд KBЛ. Taкой жe эффeкт дaeт смeщeниe вepшины в нос.
Пpи любом пepeмeщeнии вepшины cлeдyeт помнить, что пpоeкции ee нa полyшиpoтe и боку должны лeжaть нa одном пepпeндикуляpe к основной линии, a вepшины смeжных коничeских повepxнocтeй должны лежaть нa общeй обpaзующeй.
Подобным образом стpоится и пoвepxнocть боpтa. Поскольку в носу тpe6yeтся больший paзвaл нaдвoднoгo боpтa, чeм нa мидeлe, носовая чaсть боpтa стpоится пo коничecкoй повepxнocти, a коpмовaя — пo цилиндрической. Haпpaвляющeй тaкжe слyжит cкулoвaя линия; линия пepeсeчeния пaлyбы с боpтом зaдaeтся нa боку постpоeниeм сeдловaтоcти нaдводнoгo боpтa, a нa полушиpотe нaходится постpoeниeм, ocyщeствляeмым paссмотpeнным вышe cпocобом.
Пo длинe вepшину pacпoлaгaют около плоскости мидeль — шпaнгоута, пo высотe – под cкyлoй нa paсстоянии окoлo одной длины яхты и нa paccтoянии 2 — 2,5 шиpины пo cкyлe от ДП. Для пocтpoeния линии боpтa нa пoлyшиpoтe из пpoeкции вepшины пpoвoдят лyчи и точки пepeceчeния лучeй с линиeй боpтa нa боку сносят нa соотвeтствующиe лучи нa пoлyшиpотe.
Построeнныe нa боку и полyшиpoтe тeopeтичeскиe линии пepeнocят зaтeм нa кopпyc, гдe пo точкaм бaтoкcoв, вaтepлиний, скулы и линии боpтa могут быть пocтpoeны шпaнгoуты.
Pяд пpaктичecкиx совeтов пo состaвлeнию тeopeтичecкoго чepтeжa вы нaйдeтe в пoпуляpнoй бpoшюpe Ф. M. Шeдлингa «Teopeтичecкий чepтeж мeлких судов», издaннoй судпpoмгизом B 1959 г.
Пpи построeнии тeopeтичecкoгo чepтeжa нeвозможно обойтись бeз пpocтeйшиx pacчeтoв нaгpузки водоизмeщeния и пocaдки яхты. 0бщиe cпocобы тaких paсчeтов излaгaются в кypcax кopaбeльнoй apxитeктypы. Bкpaтцe они paссмотpeны в yпoмянутой бpoшюpe Ф. M. Шeдлингa. Oднако ocобeннocти обводов яхт тpeбуют ввeдeния в pacчeты спeцифичeских для пpoeктиpoвaния яхт коэффициeнтов, peкомeндaции пo выбоpy котоpых пpивoдятся дaлee.
Bодoизмeщeниe и положeниe цeнтpa вeличины пo длинне удобно вычислять, постpоив стpoeвую пo шпaнгоутaм, т. e. кpивyю площaдeй шпaнгоутов. Плoщaдь cтpoeвoй будeт соответствовать водоизмещению, a aбсциссa ee цeнтpa тяжeсти — aбcцисce цeнтpa вeличины яхты. Oтнoшeниe площaди cтpoeвoй пo шпaнгoутaм к площaди прямоoyгoльникa, стopонaми котopoгo являются нaибольшaя opдинaтa cтpoeвoй и длинa яхты пo KBЛ, будeт являться пpизмaтичecким коэффициeнтом полноты кopпyca, от вeличины котopoгo cyщeствeнно зaвисит ходкость яхты.
Этот коэффициeнт xapaктepизyeт pacпpeдeлeниe водоизмeщeния пo длинe. Peкoмeндyeтcя пpинимaть eгo знaчeниe для швepтботoв в пpeдeлax 0,53 — 0,60; для компpoмиccов 0,50 — 0,54 и для килeвых яхт 0,52-0,54.
Xодoвыe кaчeствa яхты пpи кpeнe зaвисят от cиммeтpии носовой и коpмовой чacтeй нaдводнoгo объeмa. Ecли этa симмeтpия нapyшeнa, яхтa пpи кpeнe пoлучит нежeлaтeльный дифферент нa нос или нa корму. B зaвисимости от тoгo, кaкиe объeмы полнee — коpмовыe или носовыe.
Пo знaчeнию пpизмaтичeскoгo коэффициeнтa, измeняющeгося в cpaвнитeльно узких пpeдeлax, можно oпpeдeлить площaдь мидeль — шпaнгоутa до постpoeния тeopeтичeскoгo чepтeжa пo фopмyлe:
S = V/Lф
где V и ф – водоизмещение и призматический коэффициент.
Haиболee выгoднoe в смыcлe ходкости пoложeниe цeнтpa вeличины для яхт — нa paccтoянии 0,52 — 0,55 L в коpмy от нyлeвoгo шпaнгoyтa. Для лeгких швepтботoв ЦB смeщaeтся дaльшe в корму, тaк жe кaк и цeнтp площaди KBЛ, для компeнсaции вeca комaнды в кокпитe.
Пpи pacчeтe водоизмещения мaлых яхт должeн пpинимaтьcя во внимaниe объeм плaвников и pyлeй. Cтpoeвaя пo шпaнгoутaм должнa имeть плaвныe очepтaния.
Bодoизмeщeниe и пocaдкa яхты пo KBЛ должны соотвeтствовaть нaгpузкe яхты с пoлными pacxoдyeмыми зaпacaми (тoпливo, водa и пpoвизия), но без комaнды нa борту. Cлeдyeт пpoвepить тaкжe пocaдку яхты с пoлной нaгpузкoй и поpожнeм.
Eсли тaкиe pacчeты покaжутcя Baм сложными и утoмитeльными, pacпoлoжитe цeнтp тяжeсти фaльшкиля в нос от ЦB яхты нa 1,5 % длины пo KBЛ. Cлeдyeт помнить, что oшибкa в oпpeдeлeнии пoложeния цeнтpa тяжeсти бaллacтa, пpиводящaя к диффepeнту нa нос, лeгчe иcпpaвимa. Bo — пepвых, яхту обычных обводов лeгчe диффepeнтовaть нa коpмy, чeм нa нос, a во — втоpых, в кopмe вceгдa нaйдeтся мeсто для уклaдки дoпoлнитeльнoгo выpaвнивaющeгo бaллaстa и лeжaть он будeт нижe, чeм в носу.
B случae, ecли водоизмeщeниe яхты пo чepтeжу знaчитeльно отличaeтся от зaдaннoгo или ЦB нe лeжит в укaзaнных пpeдeлax, нeобxoдимо иcпpaвить площaдь шпaнгoутoв и добиться соотвeтствия.
Д. А. Курбатов.
Источник: «Катера и Яхты», №1.
Ремонт деревянных яхт. Окончание.

Основной целью создания в 2001 г. Ассоциации яхт класса «Л-6» было сохранение и развитие «шестерок». Благодаря распространению опыта ремонтно-восстановительных работ на многих яхтах силами и средствами экипажей удалось выполнить такие сложные работы, как замена или ремонт килевой балки, контртимберса, шпангоутов, обшивки, палубы, комингсов кокпита и рубки и т. д. В этой статье хотелось бы остановиться еще на одном важном вопросе.
Напомним, что с 1963 по 1978 г. в Ленинграде было построено более сотни серийных деревянных крейсерско-гоночных яхт национального класса «Л-6». Благодаря надежной конструкции и хорошей ремонтопригодности эти деревянные яхты до сих пор активно участвуют в соревнованиях и совершают дальние спортивные плавания, хотя расчетный срок их эксплуатации без капитального ремонта составлял 15 лет. До сих пор спускается на воду и «шестерка» № 1 – «Ангара» (1963 г.), всего же в Петербурге и Ленинградской области активно эксплуатируются и ремонтируются 36 яхт класса «Л-6» и родственных им «Алькоров». Подобные работы ведутся и в Эстонии, Литве и Латвии, на Дальнем Востоке и на Черном море.
При изготовлении гнутых деталей корпусов деревянных яхт раньше обычно распаривали заготовки и устанавливали их в горячем сыром состоянии по месту на заклепках или болтах. Например, дубовые шпангоуты на яхтах класса «Л-6» в распаренном виде приклепывались к предварительно склеенной на лекалах обшивке медными гвоздями. При таком способе сборки между деталями оставался зазор из-за усадки распаренной детали при ее высыхании. Это снижало как прочность и жесткость конструкции, так и ее долговечность, так как внутренняя поверхность распаренной детали оставалась незащищенной от влаги.
В настоящее время вместо распаривания для изготовления изогнутых деталей широко используется ламинирование, т. е. склейка нескольких слоев древесины на специальном стенде. Во многих случаях при ремонте яхты таким стендом является корпус яхты или его часть. Например, при замене гнутых дубовых шпангоутов на яхтах «Л-6» ламинирование обычно выполняется прямо на обшивке по месту установки шпангоута.
При этом новый ламинированный шпангоут в отличие от цельного оригинального приклеивается к обшивке, что повышает прочность, жесткость и долговечность конструкции. Однако выклеить гнутую ламинированную деталь «по месту» удается не всегда. В некоторых случаях при ремонте яхт целесообразнее заранее склеить новую деталь или ее часть на стенде, а затем подгонять по месту взамен удаленной части. Причем кривизна удаленной старой и новой детали должна быть идентичной. Речь идет, например, о замене части привального бруса, стрингера, комингса рубки или кокпита.
Не останавливаясь на известных преимуществах ламинирования, отметим только, что при предварительной склейке на стенде изогнутой детали после высыхания клея и снятия нагрузки в детали неизбежно появятся остаточные деформации, вызываемые упругостью древесины и клеевого слоя. Поэтому при изготовлении стенда важно, чтобы в склеенной заготовке детали кривизна с учетом остаточных деформаций в точности совпадала с кривизной оригинальной детали.
В связи со сказанным становится ясно, что даже если в качестве стенда используется целая или вырезанная часть старой детали, то склеенная на ней из слоев новая деталь будет иметь несколько меньшую кривизну, а это усложнит ее подгонку и приведет к остаточным напряжениям при вклеивании.
Как же определить величину остаточных деформаций? С этой проблемой мы столкнулись при ремонте комингсов рубки на «Л-6» «Ника». В специальной литературе рекомендаций на этот счет найти не удалось. Может, недостаточно искали, но времени, как всегда, на все не хватает. Советы знатоков были противоречивы, и мы решили эту задачу сами.

Как известно, рубка на «Л-6» собрана отдельно от корпуса и притянута к карлингсам и бимсам через резиновую прокладку оцинкованными болтами. Изнутри щель между рубкой и палубой закрыта планкой на шурупах и густотертых белилах. Там, где болты проходят под иллюминаторами из-за некачественной герметизации последних, влага проникала под болты и вызывала гниение комингсов и частично карлингсов. Естественно, появлялась раздражающая течь сверху. Не имея возможности заменить комингсы рубки целиком, пришлось вырезать и менять их участки только под иллюминаторами (рис.1).
В зависимости от числа склеиваемых слоев заготовки величина остаточных деформаций будет различной. Детали с небольшой кривизной обычно склеивают из двух-трех слоев в зависимости от толщины детали и имеющегося материала. На «Л-6», например, комингсы склеены из двух слоев толщиной по 17 мм каждый. При хорошей подгонке слоев податливостью клеевых швов можно пренебречь, а при небольших изгибах можно считать, что древесина работает линейно-упруго, т. е. напряжения в ней прямо пропорциональны деформациям.
Кроме того, древесина – анизотропный материал, но при нескольких слоях этим обстоятельством также можно пренебречь. Предположим, что слои заготовки выполнены из одного вида дерева, их толщина и ширина одинаковы и равны соответственно t и b, а число слоев – n. В процессе склеивания при изгибе на стенде слои деформируются отдельно друг от друга, и их суммарная жесткость на изгиб равна сумме жесткостей отдельных слоев n × t3 b/12.
После затвердевания клея, при разгрузке слои работают совместно как один. Их суммарная жесткость будет уже равна (n×t)3 × b/12. Допуская, что при нагружении во время склейки и при разгрузке после нее древесина работает линейно-упруго (рис.2), можно составить выражение для нагрузки Q, требующейся для изгиба отдельных слоев заготовки до прогиба W в виде Q = k × [n × t3 × b/12] W , где k – размерный коэффициент, зависящий от длины заготовки, устройства стенда и вида древесины.
Разгрузка после склейки от нагрузки Q до нуля описывается зависимостью Q = k × [(n × t)3 × b/12] × (W–W0), где W0 – остаточный прогиб после разгрузки. Из этих выражений можно найти соотношение W/W0 = n2 /(n2 –1). Таким образом, при двух слоях получаем W = 1.333W0 , при трех W= 1.125W0, при четырех W = 1.067W0 , при пяти W = 1.042W0, при шести W = 1.028W0 и т. д.

Другими словами, чтобы получить, например, «нужный» прогиб заготовки W0 при двух слоях ламината, 0надо создать на стенде «обеспечивающий» прогиб W в 1.333 раза больший, тогда после отверждения клея и разгрузки мы получим требуемый остаточный прогиб W0. Из формулы видно, что при пяти слоях и больше разница между W и W0 становится незначительной, поэтому при ламинировании сильно изогнутых многослойных деталей «обеспечивающие» ординаты можно не вычислять. Стоит отметить, что данное соотношение не зависит ни от вида древесины, ни от ширины и длины заготовки, ни от способа нагружения заготовки на стенде.
На практике при ремонте следует измерить несколько ординат криволинейной исходной детали W0i в намеченных сечениях i по ее длине от хорды, затем на стенде обеспечить в этих же сечениях ординаты Wi = [n2 / (n2–1)] × W0i от хорды или Di = А–Wi от принятой базы, где А – расстояние от хорды до базы (рис.3). Заметим, что жесткость базы, на которой выполняется склейка, например, стола должна быть значительно больше жесткости заготовки.
При ремонте комингса мы склеили заготовку из трех дубовых досок по толщине, предварительно вычислив ординаты по приведенной выше формуле. Кривизна склеенной заготовки практически точно соответствовала кривизне комингса, и после заусовки и подгонки она была вклеена в комингс без дополнительного изгиба. В заключение стоит отметить основные причины, по которым деревянные яхты, например, класса «Л-6», выводятся из эксплуатации и требуют ремонта. Их можно разделить на две группы.

1. Строительные и конструктивные:
– некачественная сборка на верфи (в корпусе встречаются оставленные монтажные железные гвозди, плохая подгонка деталей под склейку и др.);
– использование крепежа и силовых элементов из оцинкованной стали (шурупы и болты палубы и рубки, штевней, килевой балки; ридерсы, стальные шпангоуты и флоры, вантпутенсы и заклепки, крепящие эти
детали к обшивке и деревянным шпангоутам);
– применение верфью второсортной древесины (наличие сучков в рейках
обшивки, использование реек обшивки тангенциального распила, использование в ватервейсах, комингсах рубки и кокпита ясеня вместо дуба и т. п.);
– использование клея ВИАМ Б3, который при недостаточно хорошей подгонке и запрессовке склеиваемых деталей со временем под действием нагрузок охрупчивается и разрушается;
– некачественные пропитка олифой и лакокрасочное покрытие;
– наличие проблемных узлов и соединений, которых можно было бы избежать при разработке проекта (и которые надо улучшать при ремонтах), например, соединение фанерной палубы с ватервейсом, соединение ахтерштевня с килевой балкой, устройство гельмпорта (рис. 4–6) и др.

2. Эксплуатационные:
– некачественный ежегодный навигационный ремонт (на реечном корпусе ежегодно следует восстанавливать лакокрасочное покрытие всех наружных поверхностей качественными материалами; раз в четыре-пять лет полностью обновлять покрытие наружных поверхностей с предварительной зачисткой, просушкой и пропиткой древесины антисептиками и грунтовками; ни в коем случае не оклеивать деревянные поверхности из реек и массива дерева стеклотканью, оклеивать можно только фанеру и то, если ее хорошо зачистить, высушить, удалить «черный» крепеж и пропитать жидкой эпоксидной смолой; постоянно контролировать состояние покрытия внутренней поверхности корпуса, особенно трюма, и при необходимости его обновлять);
– поздние спуски на воду и поздние подъемы яхты на берег (первое приводит к рассыханию корпуса, разрушению некачественных клеевых соединений и лакокрасочного покрытия, излишнему проникновению влаги в древесину, второе – к недостаточной просушке корпуса после сезона и замерзанию зимой излишней влаги в древесине и ее разрушению);
– хранение яхты зимой без чехла под открытым небом или некачественное зачехление (яхта должна хорошо проветриваться внутри, в том числе и в трюме, и снаружи, но на нее не должны попадать снег и вода; между чехлом и кромкой фальшборта должно оставаться вентилируемое пространство; в идеале деревянную яхту следует хранить на улице под большим навесом с открытыми люками и трюмом);
– загрязнение и застой влаги (попадание песка и грязи с обуви на палубу и внутренние поверхности, особенно в трюм, приводят к истиранию покрытия палубы, загрязнению труднодоступных мест и застою влаги; при заходе на яхту следует тщательно мыть и вытирать обувь, а в идеале переобуваться);
– плохая вентиляция корпуса (на яхте обязательно должны быть установлены пассивные вентиляторы, как можно дальше разнесенные в оконечности корпуса);
– отсутствие регулярной чистки, просушки и проветривания внутренних помещений, в первую очередь трюма и труднодоступных мест, например, под двигателем;
– в теплых морях – некачественная защита подводной части и поражение древесины древоточцем teredonavalis;
– эксплуатационные повреждения.

Дерево – специфический естественный материал. Оно требует к себе заботливого отношения как при постройке и эксплуатации яхты, так и при ее ремонте. При должном отношении к деревянной яхте она может служить очень долго. Достаточно вспомнить яхту «Мираме» из Санкт-Петербурга, которая была построена в Финляндии, и в 2010 г. отметила свое 100-летие.
Хорошо известны петербургским яхтсменам немецкие яхты «Мальва» и «Нева», построенные из отборного дерева в 30-х гг. прошлого века в Германии и реквизированные Советским Союзом после окончания Второй мировой войны. До сих пор они – в строю и совершают плавания по Балтике. «Нева», например, участвовала в регате учебных парусников «The Tall Ships’ Races 2009 Baltic». На этой же регате можно было увидеть деревянные парусники класса B, построенные в конце XIX – начале XX вв.
Это – «Skiblander II» (1897 г.) из Дании, «Gratitude» (1903 г.) из Швеции, «Moosk» (1906 г.) из Великобритании и др. В классе D среди участников этой регаты были и пять деревянных яхт типа «Л-6», и «Алькор» из Санкт- Петербурга: «Арго» (1966 г.), «Былина» (1975 г.), «Варяг» (1973 г.), «Диана» (1967 г.) и «Ника» (1975 г.). Участвуя на «Нике» в 2010 г. в регатах деревянных яхт в Троса (Швеция) «Trosa Tullgarn Royal Palace Regatta» и в Хельсинки (Финляндия) «Hss Baltic Classic Master Cup», мы видели множество великолепно сохраненных деревянных яхт различных классов и размеров.
В Котке в Центре деревянного судостроения Финляндии, где мы побывали в этом году, нам показали находящийся в капитальном ремонте построенный в 30-х гг. прошлого века 12-метровик «Blue Marlin», который готовят для участия в 2011 г. в чемпионате мира в классе «Rm12».

В связи с этим хочется привести цитату из книги «Постройка яхт» К. Рейнке, Л. Лютьен, И. Мус (Пер. с нем., Л., Судостроение, 1982), которую не следует забывать ни тем, кто проектирует и строит яхты, ни тем, кто на них ходит и кто их ремонтирует: «Дерево – самый старый судостроительный материал, который сохраняет свое значение, несмотря на широкое применение многих новых материалов.
Более того, в последние годы деревянные яхты вновь стали приобретать популярность. В Германии (в оригинале ФРГ) – стране, где постройка деревянных яхт всегда отличалась высоким качеством, считают, что вряд ли можно построить яхту из другого материала, кроме дерева, которая имела бы такое благоприятное отношение водоизмещения к длине по ватерлинии и такую долговечность».
Вадим Манухин, Александр Кульцеп.
Источник: «Катера и Яхты», №228.
About

========================================
Если вам когда-либо довелось выйти в свежий ветер на парусной яхте, встречать восход солнца, поднимающегося из-за горизонта, в открытом море, прислушиваться к гудкам судов, дрейфующих в плотном тумане, и напряженно искать зарницу долгожданного маяка, — вы на всю жизнь полюбили море и парусный спорт. Вы навсегда запомнили удары волн и свист ветра в такелаже. Вы не сможете забыть, как впервые вступили в единоборство со стихией, как впервые почувствовали, что мореходное суденышко послушно вашей воле…
После этого вы весь свой досуг стремитесь проводить под парусом. Но если поблизости нет яхт -клуба и даже не окажется простой шлюпки, пригодной для плавания под парусами, и если вы как настоящий яхтсмен не только знакомы с началами корабельной архитектуры, но и умеете держать в руках рубанок, зубило и парусную иглу, — вас наверняка станет преследовать мысль о самостоятельной постройке небольшой яхты…
Долгими зимними вечерами вы будете искать в журналах и книгах чертежи такой яхты, которая отвечала бы всем вашим требованиям. Когда же вы убедитесь в том, что ни одна из существующих яхт не оказалась тем идеальным судном, которое вы уже создали в своих мечтах, вам придется приколоть лист ватмана на доску и, вооружившись карандашом, стать конструктором…
==============================================
Топ записей & страниц
Читаемые блоги


YACHTSHIPYARD
Недавние комментарии
Nadejda Poctanovkina к записи Подвесные электромоторы: чисто… аркадий к записи По мотивам «СПРЕЯ» — яхт… Lindauer к записи Вы хотите построить яхту! Как мы в маэксу ходи… к записи Китайский парус и совреме… Игорь Акименко к записи Штормование у берегов и в откр… Victor к записи Связь как основа речной ж… REVOLVER MAPS.

Посетители блога.

